








Vegye figyelembe az anyagtechnikailag lehetséges minimális méreteket és szögeket. Hegyes szögek 20°-os szögnyílástól gyárthatók. Ha a szögnyílás 20° alatt van, a szög csúcsát legalább 25 mm-es sávval kell lezárni.

Vegye figyelembe, hogy a kimart betűk, céges logók, perforációk stb. csak FR-maggal rendelkező PREFABOND kompozit lemezeknél megengedettek. A2-maggal rendelkező lemezeknél viszont ilyen megmunkálások nem engedélyezettek.

Megjegyzés
Ügyeljen arra, hogy a kompozit lemezek megmunkálásakor mindig a megfelelő személyi biztonsági és védőfelszereléseket használja.
A következő megmunkálási lehetőségek állnak rendelkezésre:
Kattintson a kívánt megmunkálási lehetőségre a megfelelő útmutató közvetlen eléréséhez:
A PREFABOND alumínium kompozit lemezek a következő szerszámokkal munkálhatók meg: kézi körfűrésszel,
asztali körfűrésszel vagy függőleges lemezvágó fűrésszel, valamint fémhez való körfűrészlappal. A gyémántszemcsés fűrészlapok szintén kiválóan alkalmasak az élettartam növelésére. A lemezeket mindig a hátoldaluk felől munkálja meg, hogy megóvja a lakkozott, látható felületet. A forgácsok elszívása kifejezetten ajánlott.
Megjegyzés
Ügyeljen arra, hogy a fűrészlap használat közben sorjamentesen vágjon. Ha ez nem teljesül, a fűrészlapot karban kell tartani (élezni), vagy szükség esetén cserélni kell.
A kompozit lemezek mechanikus rögzítéséhez fix- és csúszópontokat kell előkészíteni. A furatokat hagyományos kézi fúrógéppel, állványos fúrógéppel, lyukfűrésszel vagy körkivágóval készítse el.
Egy hagyományos felsőmaróval vagy dekopírfűrésszel gond nélkül kivitelezhető minden kivágás (pl. lámpakivágások vagy ajtókilincsek). Egy vezetősablon segít az ilyen kivágások elkészítésében.
Megjegyzés
Az összetett kivágások, mint például betűk, céges logók stb., gyárilag megvalósíthatók a PREFA által CNC-maróval. A kontúrt DWG- vagy DXF-fájlban kell rendelkezésre bocsátani.
A falnyílások és sarokképzések V-nút marási technikával egyaránt elkészíthetők belső vagy külső sarokként. Ehhez 90°-os és 135°-os szögátmérőjű V-nút marókat használnak.

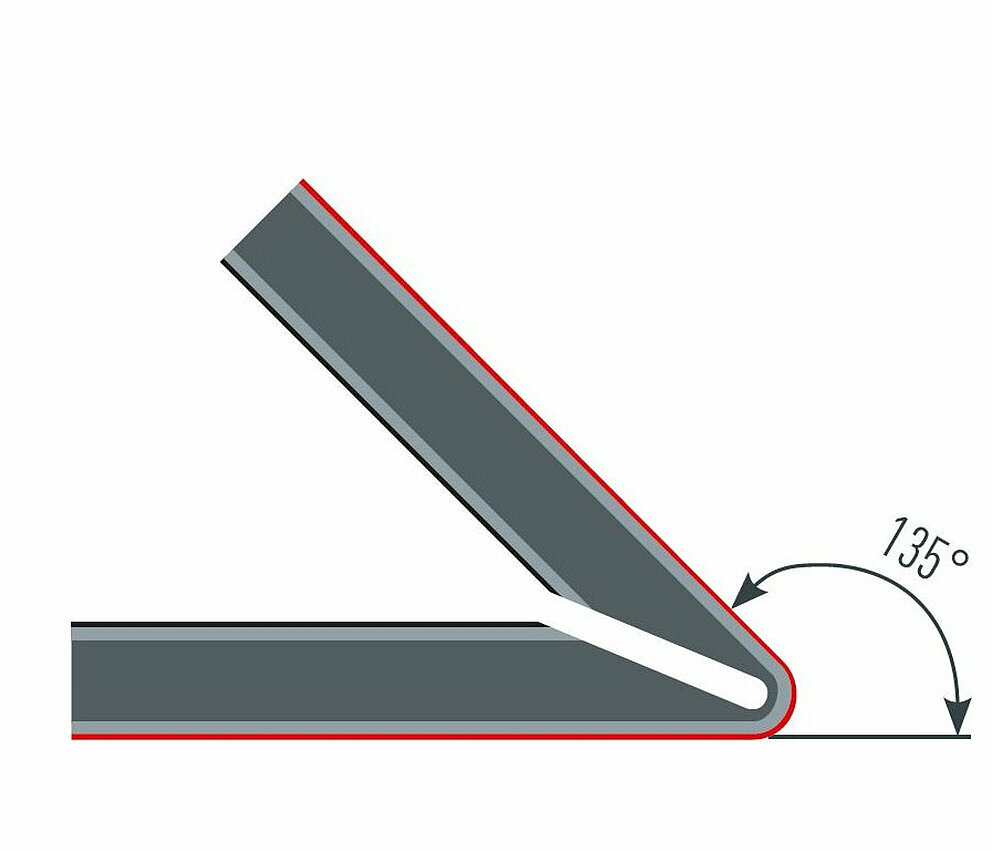
A PREFABOND kompozit lemez éleit FR maggal legalább 5 °C-os, A2 maggal pedig legalább 20 °C-os anyag- és környezeti hőmérsékleten hajlítsa, hogy elkerülje a lakkozott, látható felület repedését.
A PREFA azt javasolja, hogy különösen az A2 magos kompozit lemezeknél a V-nút marást csak CNC-megmunkáló gép segítségével végezzék, a megfelelő marási mélység biztosítása érdekében.
Ha a hajlítást alacsony hőmérsékleten (≤ 15 °C) végzik, az a bevonat fátyolszerű megjelenését okozhatja. Ennek eltávolításához melegítse fel a lemezt legalább 20 °C-ra.
Az élhajlításhoz szükséges V-nútot – függetlenül attól, hogy belső vagy külső sarokról van szó – mindig a lemez hátoldalán kell kimarni. A helyes V-nút marást úgy kell elvégezni, hogy egyrészt 0,5 mm a fedőlemezből (lakkozott, látható felület), másrészt a magnál további 0,2–0,4 mm (FR-mag), illetve további 0,15–0,25 mm (A2-mag) megmaradjon.
A 90°-os vagy 135°-os szögátmérőjű horonymarók használata a bevett gyakorlat.
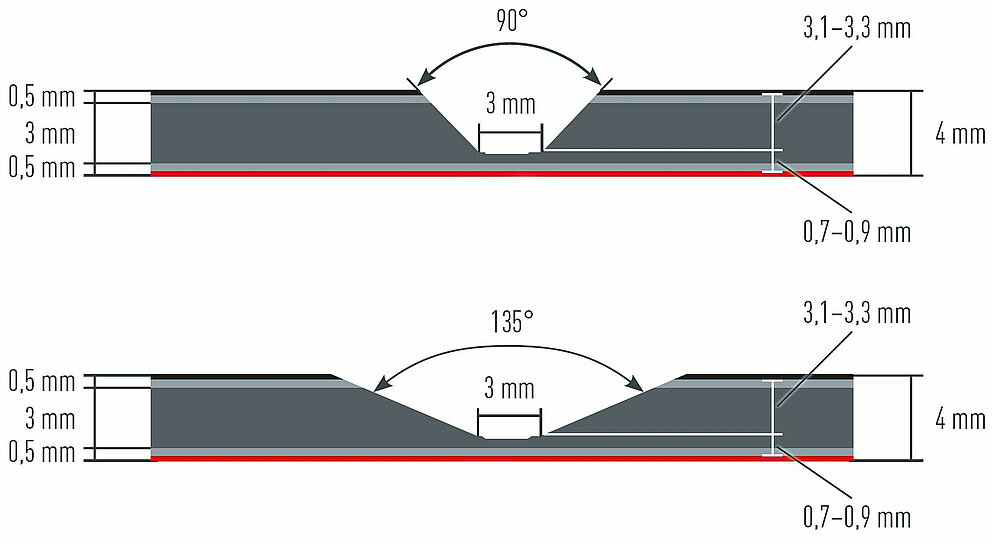
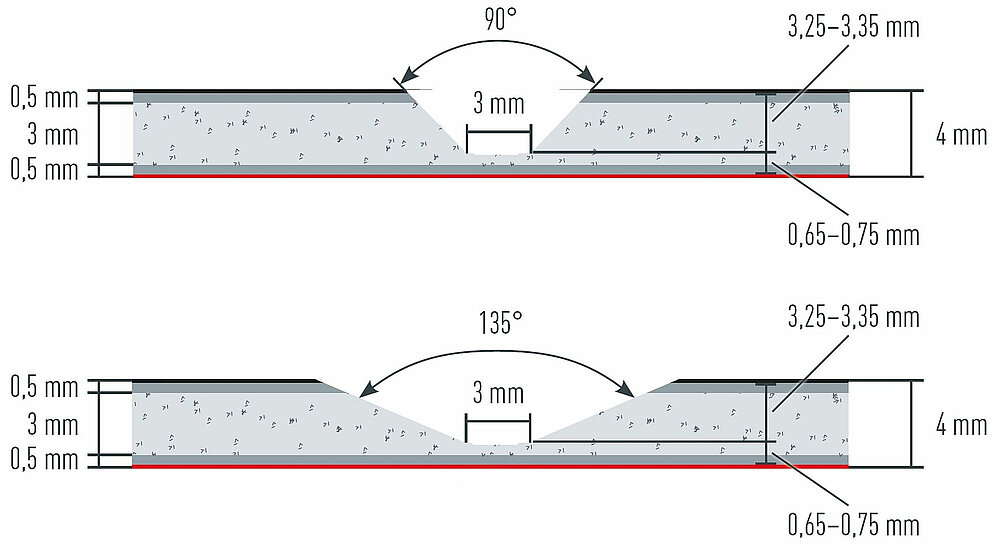
Ha a V-nútot részben vagy teljesen túl mélyre marják, az esztétikus, egyenletes sugarú élhajlítás nem lehetséges. Ezenfelül az alumínium fedőlemez a látható oldalon megrepedhet. Ha azonban a V-nút marása nem elég mély, az élhajlítás nagyon nehézkessé válik. A V-nútos élhajlítás tengelye mindig a marás nútjának lapos részének közepén helyezkedik el.


Ügyeljen arra, hogy a kompozit lemezek az élhajlítás után kissé visszapattanhatnak. A gyakorlatban ez azt jelenti, hogy az élhajlítást a kívántnál kissé erősebbre kell hajlítani, hogy a visszapattanás után tökéletes mérettartás legyen. Az élhajlítás legkisebb lehetséges oldalhossza 20 mm.
Megjegyzés
A pontos lemezkiterítés meghatározásakor vegye figyelembe, hogy ragasztott szerelés esetén számolni kell a ragasztórendszer vastagságával. Attól függően, hogy külső vagy belső hajlításról van-e szó, ezt a vastagságot (általában: 3 mm) adja hozzá, illetve vonja le a ragasztógyártó által megadott ragasztórendszerhez képest.

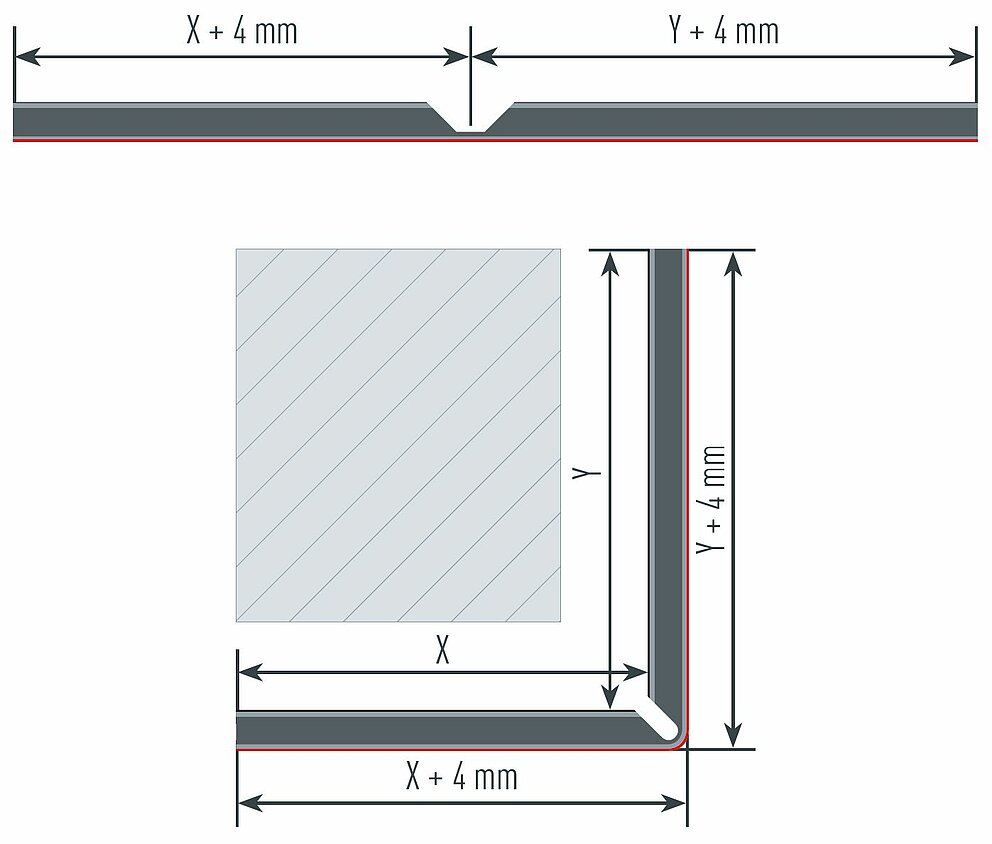
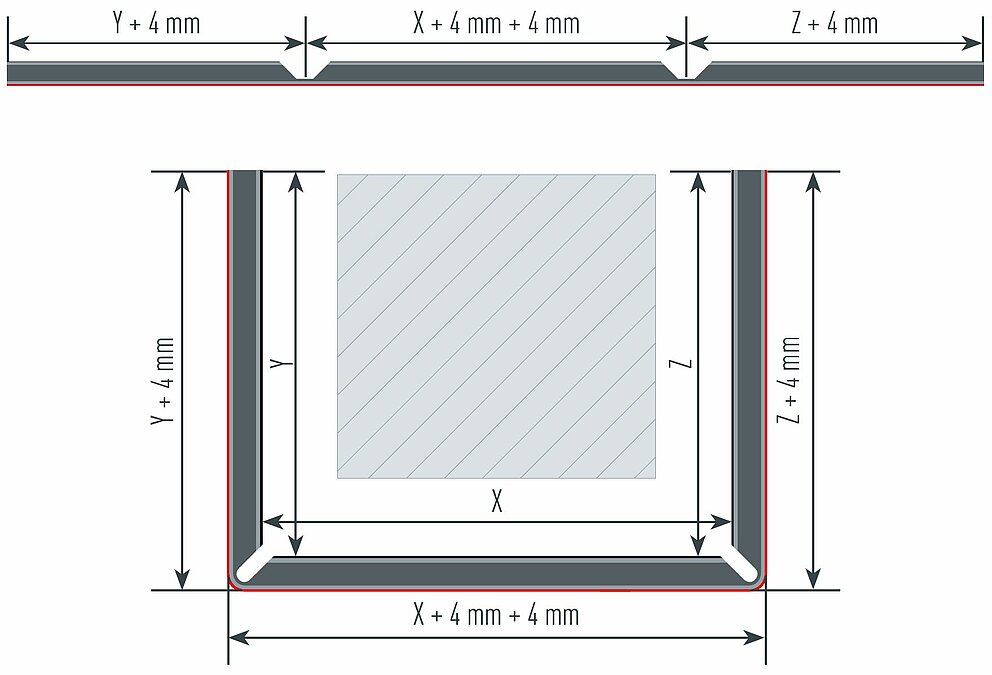
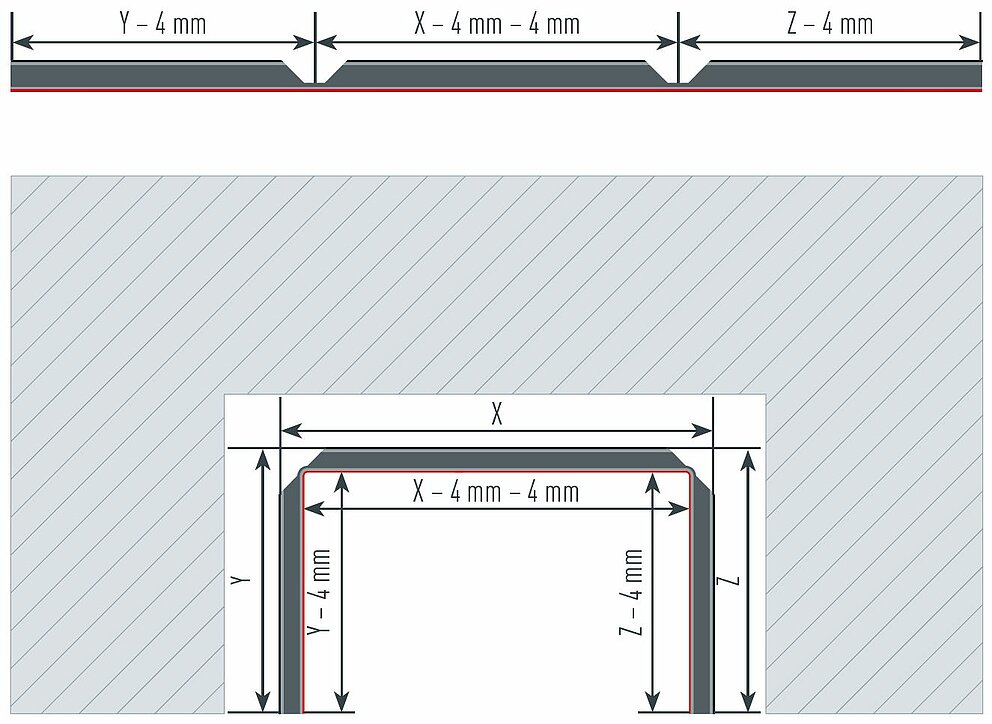
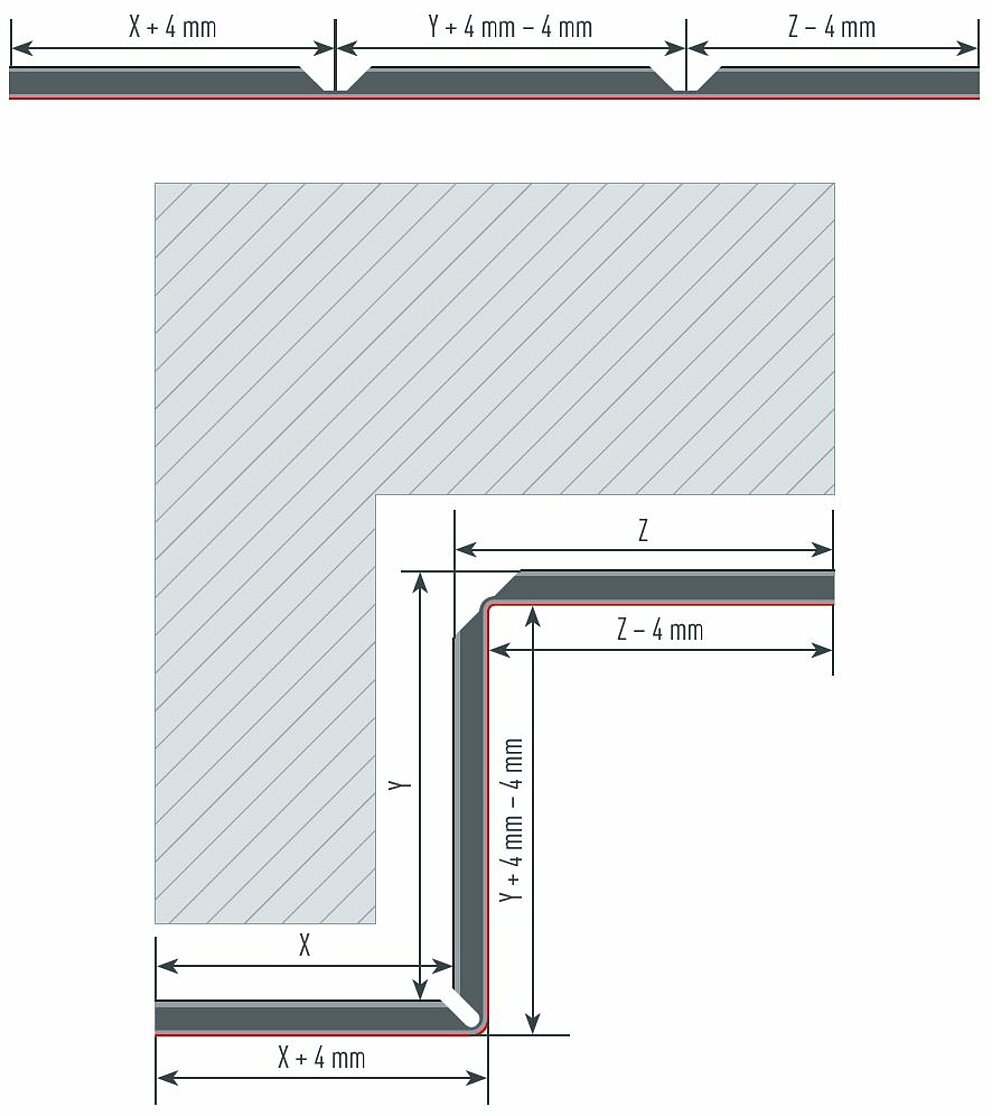
Az alábbi példák tájékozódási alapként használhatók. Az ábrák minden esetben mechanikus rögzítést mutatnak.
Belső sarok esetén a kompozit lemez anyagvastagságát (4 mm) le kell vonni a mért természetes méretekből.
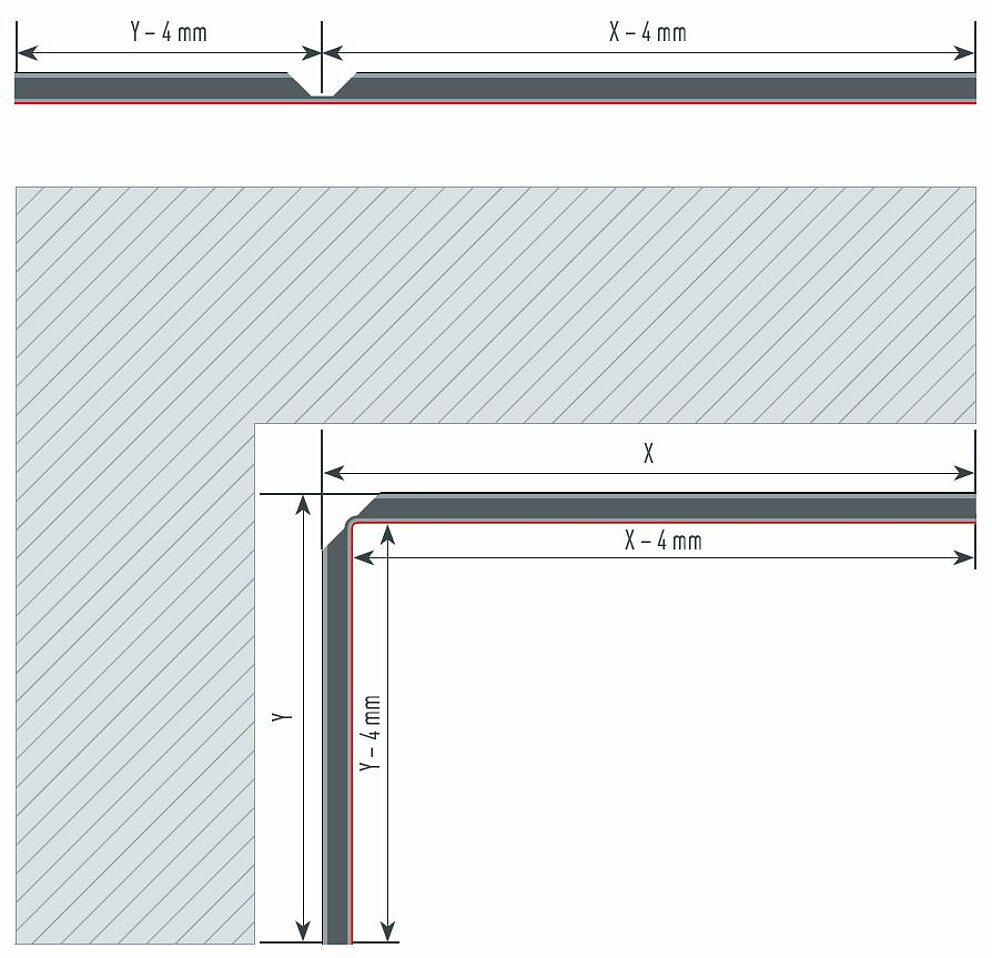
Külső sarok esetén a kompozit lemez anyagvastagságát (4 mm) hozzá kell adni a mért természetes méretekhez.
Két külső sarokkal rendelkező U-hajlításnál minden sarkot külön kell vizsgálni. A helyes marástengely eléréséhez minden oldalhoz hozzá kell adni az anyagvastagságot (4 mm).
Két belső sarokkal rendelkező U-hajlításnál minden sarkot külön kell vizsgálni. A helyes marástengely eléréséhez minden oldalból le kell vonni az anyagvastagságot (4 mm).
Egy belső és egy külső sarokkal rendelkező Z-hajlításnál minden sarkot külön kell vizsgálni. A helyes marástengely eléréséhez a belső saroknál minden oldalból le kell vonni az anyagvastagságot (4 mm), a külső saroknál pedig minden oldalhoz hozzá kell adni.
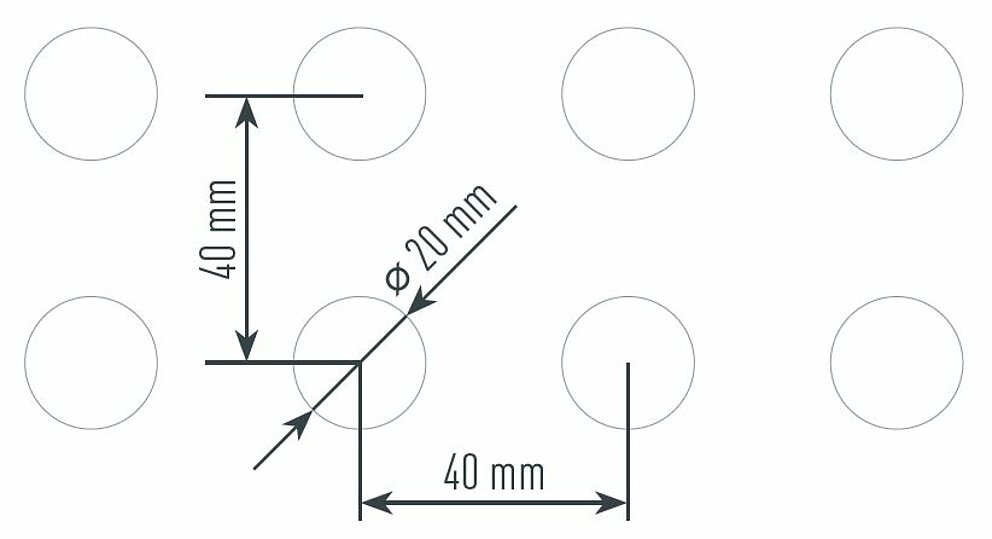
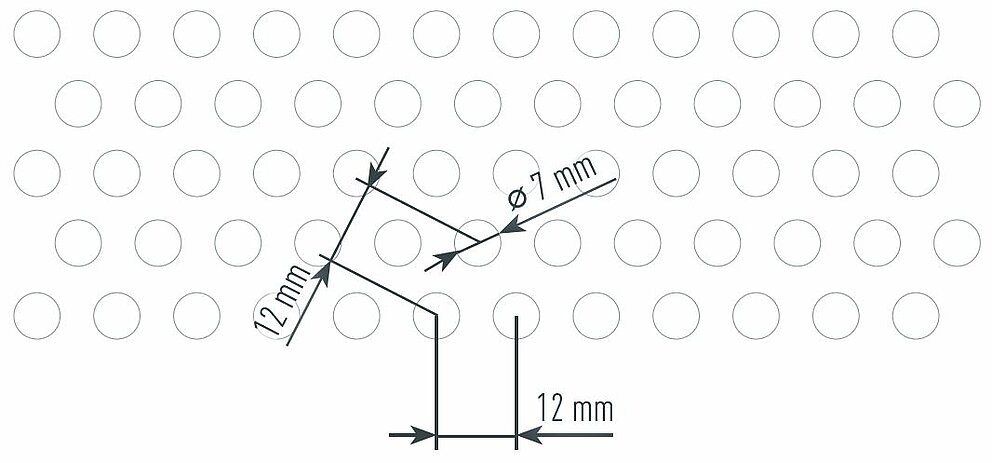
A perforált PREFABOND kompozit lemezek egyenletes lyukmintával rendelkeznek. A mag ásványszerkezete miatt a perforálás stancológéppel az A2-magú PREFABOND számára nem ajánlott.
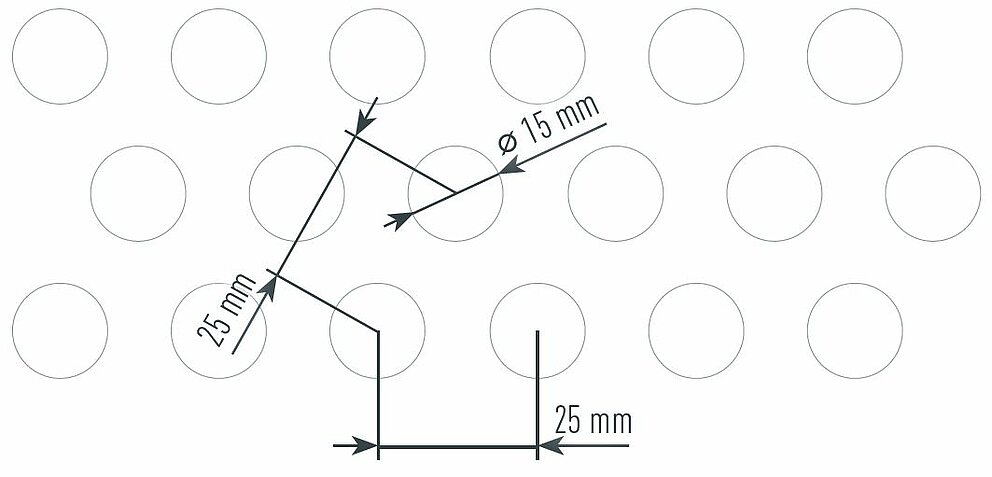
Lyukkiosztás |
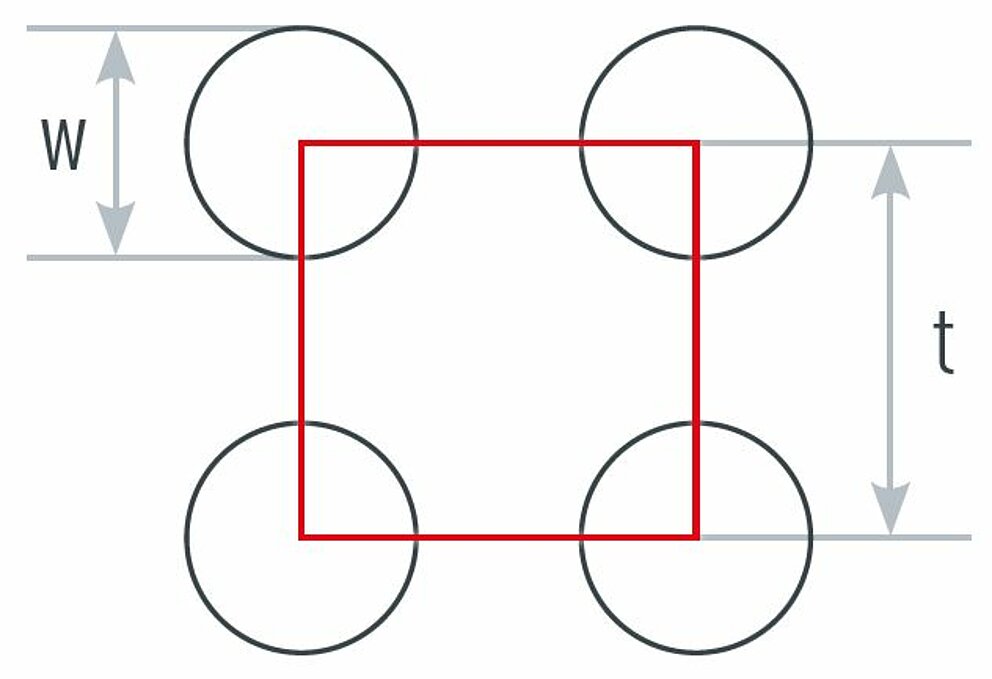
Lyukszélesség [w] |
Osztás [t] |
Nyitott felület [%] |
Körfuratos perforáció egyenes |
20 mm |
40 mm |
19,6% |
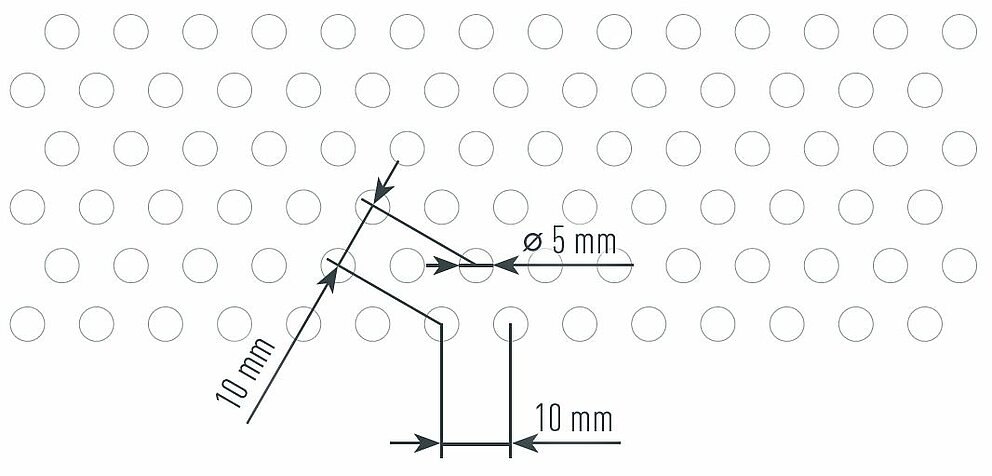
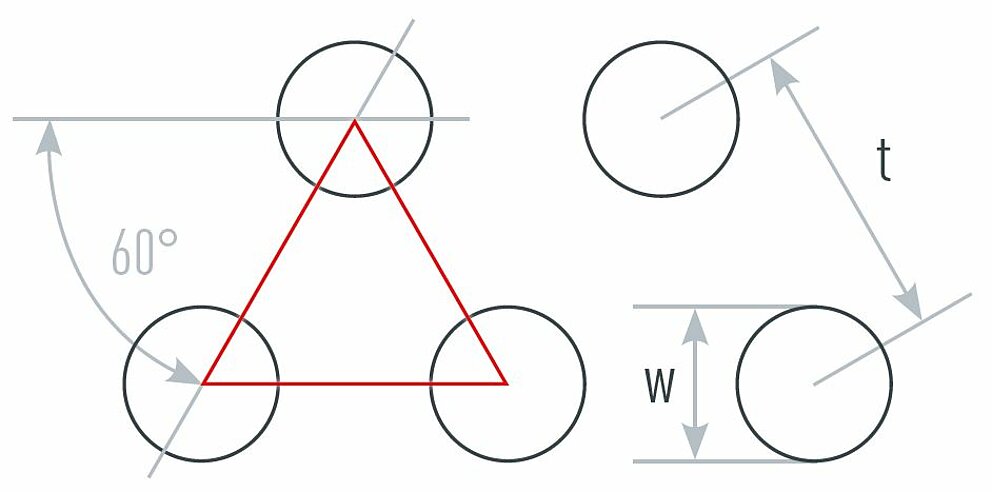
Körfuratos perforáció eltolt |
5 mm |
10 mm |
22,6% |
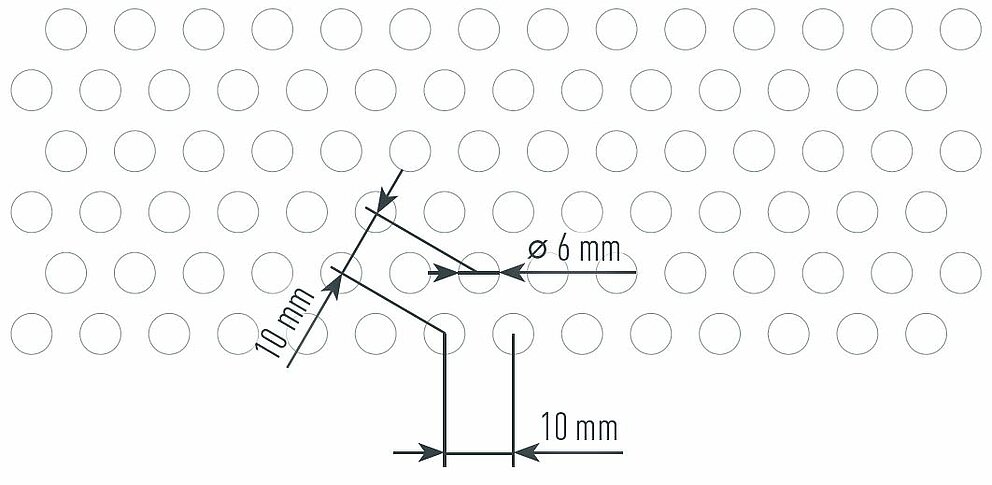
Körfuratos perforáció eltolt |
6 mm |
10 mm |
32,6% |
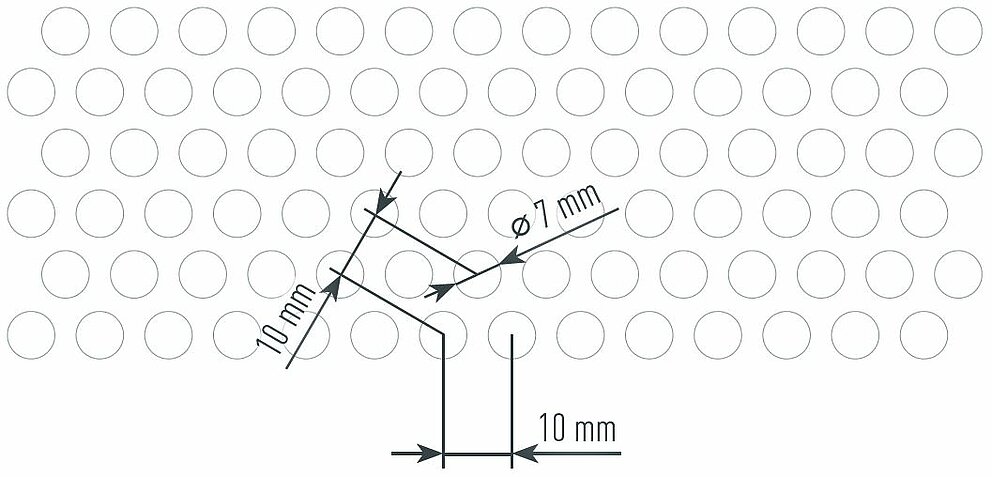
Körfuratos perforáció eltolt |
7 mm |
10 mm |
44,4% |
Körfuratos perforáció eltolt |
7 mm |
12 mm |
30,8% |
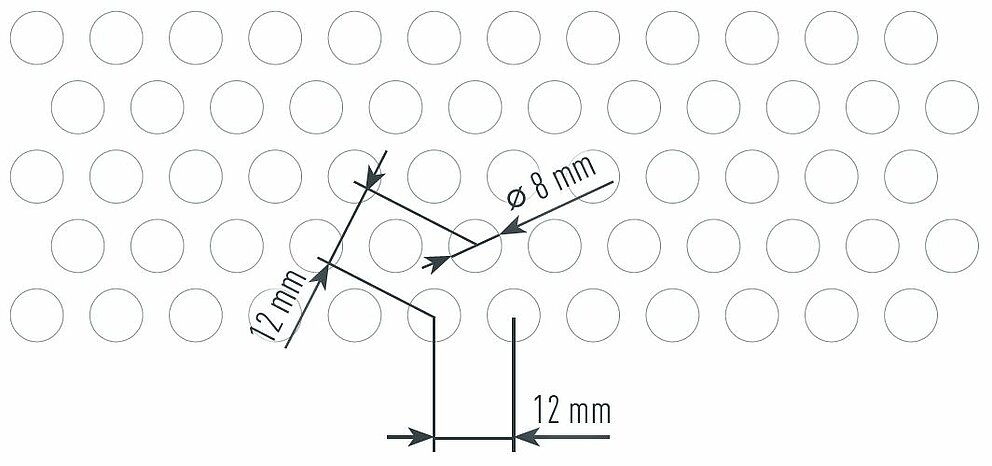
Körfuratos perforáció eltolt |
8 mm |
12 mm |
40,2% |
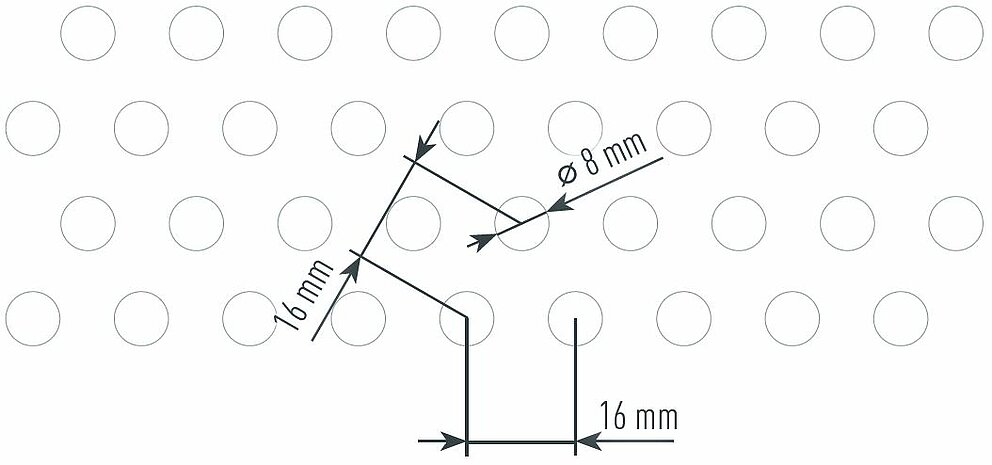
Körfuratos perforáció eltolt |
8 mm |
16 mm |
22.6% |
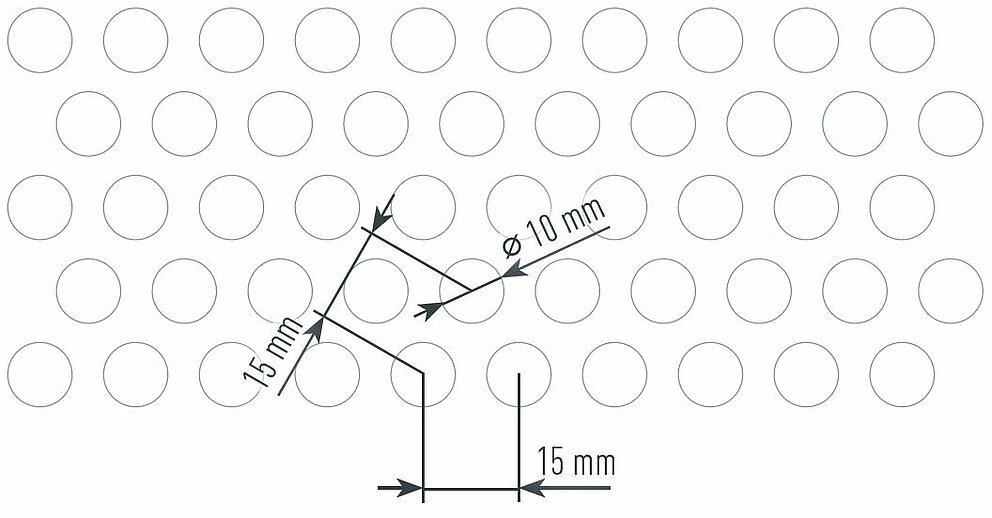
Körfuratos perforáció eltolt |
10 mm |
15 mm |
40,2% |
Körfuratos perforáció eltolt |
15 mm |
25 mm |
32,6% |
R = Körfuratos perforáció
g = egyenes sorok
v = eltolt sorok
W = lyukszélesség
t = osztás
A PREFABOND alumínium kompozit lemez három- vagy négyhengeres hajlítógépen hajlítható. A PREFA nem javasolja a lekerekítést élhajlító préssel.
A PREFA a PREFABOND alumínium kompozit lemez hengerhajlítását is vállalja, az alábbiak betartása mellett.
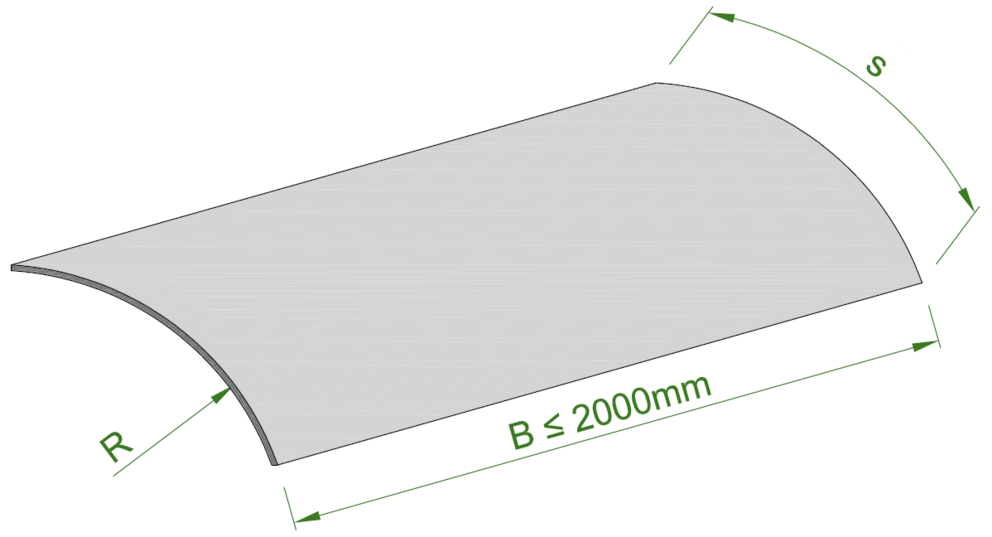
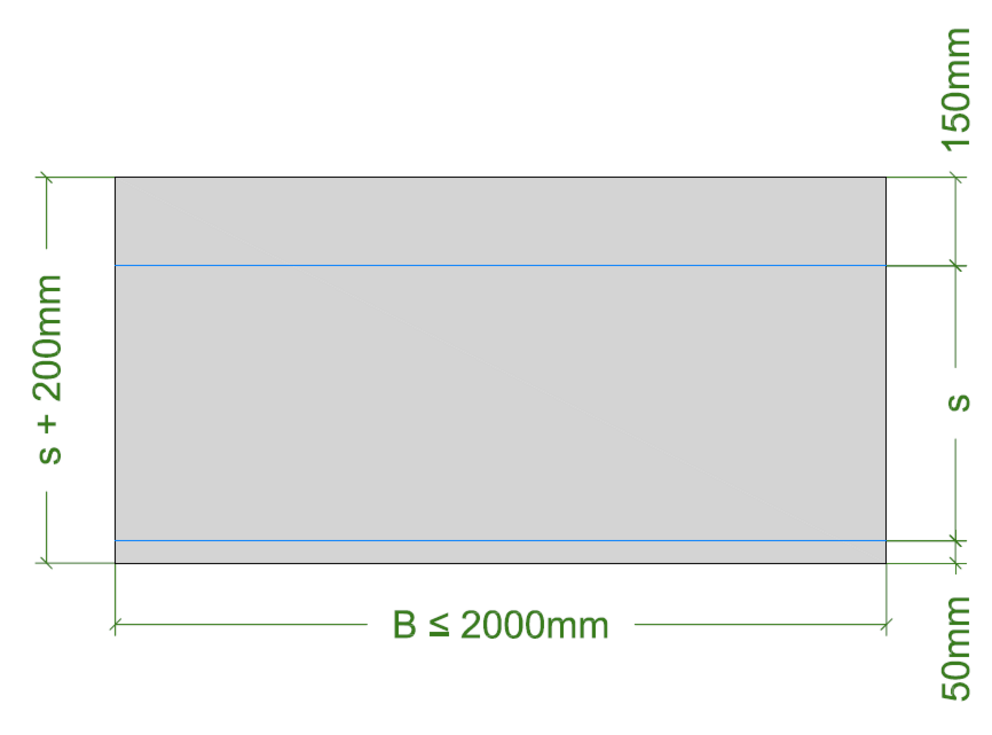
A hengerek közötti hajlításból adódóan a lemezeken egy kifutó rész keletkezik egy kis benyomódással, amelyet a PREFA visszavág. Vegye figyelembe a nyersanyag méreteit! Ugyanis a vágási szélesség a lemezek végein 200 mm-rel nagyobb, mint a ténylegesen szükséges ívhossz. Az ívhosszhoz (s) az egyik végén 150 mm-t, a másikon 50 mm-t kell hozzáadni.



Csak egy termékkategória tartalma tölthető le. Ha több kategória tartalmára van szüksége, kérjük, minden termékkategóriához külön letöltést hozzon létre.
